- 联系人:赵玉娜
- 手机:15075838878
- 传真:0318--8062555
- 邮箱:2850126577@qq.com
- 网址:www.muyuan1.com
- 地址:安平县汉王路与南环交叉口东行200米路北
浅谈复合钢格板的焊接技术
复合钢格板是扁钢按照一定的间距和横杆进行交叉排列,并且焊接成中间带有方形格子的一种钢铁制品,主要用来做水沟盖板,钢结构平台板,钢梯的踏步板等。格栅复合板一般采用碳钢制作,外表热镀锌,可以起到防止氧化的作用,也可以采用不锈钢制作,它具有通风,采光,散热,防滑,防爆等性能,并且以结构强度高,构件质量轻、省钢材、安装方便等优点在梯台结构广泛应用。
 |
 |
|
复合钢格板正面 |
复合钢格板背面 |
复合钢格板的制造和装焊有严格的技术要求和精度要求:在制造过程中尽可能减少装配和焊接引起的各种残余应力。所有连接节点的焊缝应具有良好的质量,表面打磨光滑,减少应力集中,提高抗疲劳性能。
目前,本行业领域对于复合钢格板的生产,多采取将花纹板和钢格板分散进行酸处理后热浸镀锌,处理完毕后用电焊或气体保护焊进行整合焊接处理。此种焊接生产方法的弊端是:
一,重复操作致使生产效率低下。
二,整合焊接后,由于焊接时产生的高温造成有焊缝的位置热浸锌层烧损氧化,严重影响产品的外观质量及正常的使用寿命。同时,在焊接过程中,焊点顺序的选择对产品质量有很大影响。
为解决上述技术问题,采取的技术方案是:一种格栅复合板的焊接方法,其特征在于:将未进行镀前处理的花纹板和钢格板用气体保护焊进行整合焊接,首先将花纹板与钢格板叠加并在中心位置确定定位点进行点焊,然后纵向由中间向两端以散布方式、横向每间隔三支扁钢和一支横杆间距的方式进行焊接成型,最后进行花纹板和钢格板周圈焊;焊接完成后,对格栅复合板进行镀锌处理。本焊接方法,在保证了整个格栅复合板强度的情况下,尽量较少焊接点及焊接次数,保证整体结构的实用、美观。
在整合焊接过程中,除最外侧主体扁钢和包边扁钢能与花纹板焊接外,其余只能保证花纹板和钢格板上的麻花钢之间有焊缝。
所述焊缝长度为15~20mm,焊脚高度为4~6mm。对焊缝长度和焊脚高度的限制,适用于复合钢格板所有的焊接要求,强度能够满足现场使用要求,如果超出此范围,太大则没有必要,而且影响美观程度,太小则会影响产品质量。
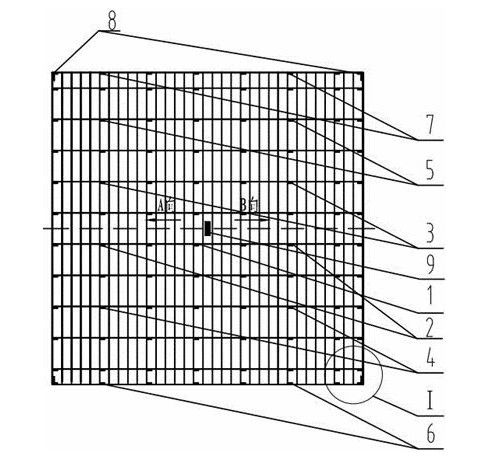
复合钢格板焊点图
所述中心位置旁边焊接有台位号。台位号为一个起标识作用的标牌,标明作业人员及作业时间,以备后续查询,台位号在其他焊点焊接完成后,焊接上的。
所述花纹板与钢格板叠加后,花纹板的边界超出钢格板边界小于等于3mm。格栅复合板的上下两层边界若未对齐,其超出3mm,则对于周圈的焊接来说,不容易焊接到位,影响焊接质量,另外一方面在复合钢格板安装时,由于有间隙,不容易固定。
所述焊接过程中所使用的主要焊接设备是CO2气体保护焊机。使用的CO2气体保护焊为半自动化操作,焊接过程中因热量产生的变形小,可连续作业生产率高,焊接后不用清渣焊点滑顺美观,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
采用上述技术方案所产生的有益效果在于:是一次成型焊接技术,将传统的镀锌后整合焊接改成先整合焊接后再镀锌,能有效的解决因重复进行酸处理和浸镀造成的时间上的浪费,并有效的提高了复合钢格板产品外观色泽的一致性。








- 2021-01-18
为什么平台钢格板会出现裂纹现象
- 2021-01-18
热镀锌钢格栅板如何提高镀锌层附着力并且表..
- 2021-01-16
钢结构平台采用钢格栅板和花纹板的区别
- 2021-01-15
如何快速看懂钢格板CAD施工图纸
- 2021-01-14
我国钢格栅板的发展史
- 2021-01-14
电厂钢格栅板踏步板沟盖板规格尺寸
- 2017-08-25
2017年8月24日盘条价格及安平盘条报价 -安平..
- 2017-08-25
镀锌格栅板最新报价-安平县慕源镀锌格栅板厂